
Đầy đủ chu trình Tiện Cnc từ dễ đến khó – Cad/Cam/Cnc – Chế tạo máy
Mục lục bài viết
Các bài tập thực hành thực tế quy trình Tiện Cnc
Nghề tiện CNC nói riêng và nghành quản lý và vận hành máy CNC nói chung hiện đang là một nghành nghề dịch vụ đang được nhiều người chăm sóc và theo đuổi vì nó rất dễ xin việc .
Khi bạn đã theo đuổi nghề này, tôi hoàn toàn có thể bảo vệ với bạn về tương lai tốt đẹp của nó .
Hiện tại mức lương trung bình đối với một người vận hành máy CNC không cao lắm nên đòi hỏi phải có thêm chút kỹ năng khác như viết chương trình nữa.
Nếu bạn biết quản lý và vận hành và lập trình tay thành thạo cả hai loại máy thì xin chúc mừng bạn, bạn hoàn toàn có thể thỏa thuận hợp tác một mức lương tương ứng với năng lượng của bạn. Tuy nhiên, để đạt được mức đó bạn sẽ phải mất rất nhiều công sức của con người .
Bạn sẽ mất thời hạn rèn luyện, học tập, rút kinh nghiệm tay nghề từ những việc làm thực tiễn. Có thể từ 1-2 năm nếu bạn giỏi, nhưng thường thì bạn sẽ mất tầm 3 năm trở lên để thành thạo. Và trên hết, không phải ai cũng tương thích với nghành này .
Tóm lại, để trở thành một người vừa biết viết chương trình vừa điều khiển và tinh chỉnh máy là một chuyện không hề khó khăn vất vả khi bạn biết cách xử lý từng cái một .
Trong bài viết này, tôi sẽ chỉ cho bạn luyện tập thành thạo các dạng chu trình tiện CNC hay gặp trong thực tế nhất. Để bạn trở thành một Programmer trong nghề tiện CNC một cách nhanh chóng nhất.
| [adrotate banner=”4″] |
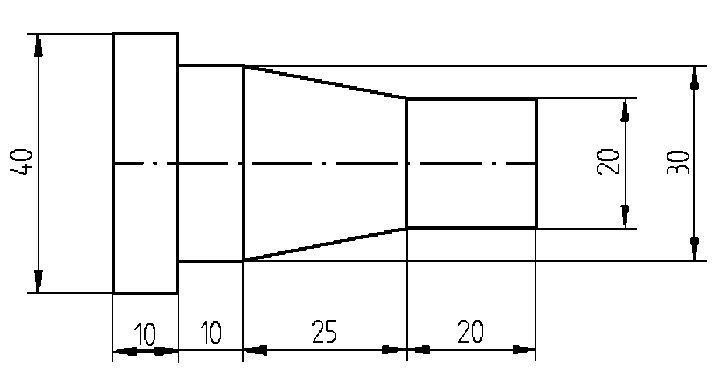
Bài 1 : Chu trình Tiện CNC trụ trơn G71
Viết chương trình ISO để tiện chi tiết cụ thể sau với những quy trình tiện thô và tiện tinh G75, G71. Đường kính của cụ thể gia công = 30 mm

N0 G90 F0.5 S1200 T0101 M03 ;
N0 G90 F0. 5 S1200 T0101 M03 ;N10 G00 X30 Z2N0 G90 F0. 5 S1200 T0101 M03 ;
N11 G71 U0. 5 R0. 5 ;
N12 G71 P30 Q80 U0. 05 W0. 05 ;
N30 G01 X20 Z0 ;
N40 G01 X20 Z-20 ;
N50 G01 X25 Z-20 ;
N60 G01 X25 Z-40 ;
N70 G01 X30 Z-40 ;
N80 G01 X30 Z-60 ;
N100 G28 U0 W0 ;
N110 M05
N120 M30 ;
% ;
Bài luyện tập:
Giả sử điều kiện kèm theo cắt tương thích với dụng cụ cắt. Đường kính của cụ thể gia công = 40 mm .
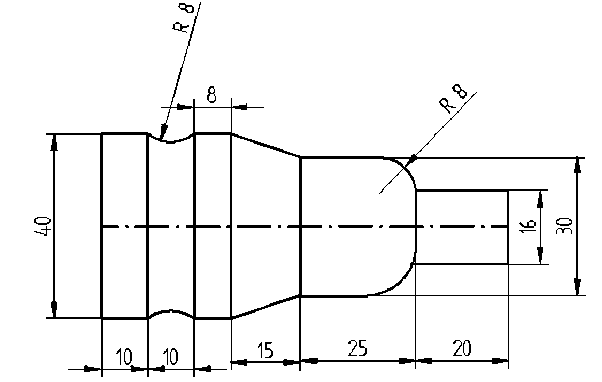
Bài 2 : Chu trình Tiện CNC thẳng tích hợp tiện cung
Viết chương trình cho máy tiện CNC được điều khiển và tinh chỉnh bởi hệ FANUC bằng những quy trình. Lấy đường kính của cụ thể gia công = 30 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .
| [adrotate banner=”4″] |
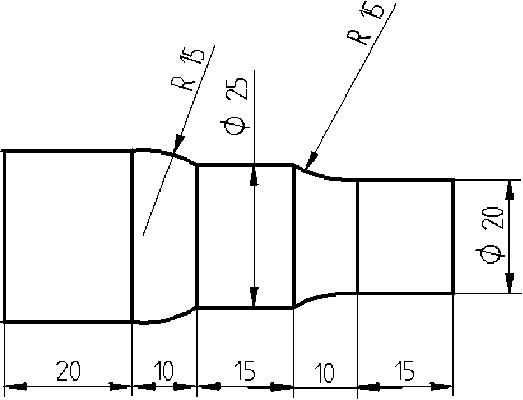
N0 G90 F0. 5 S1200 T0101 M03
N10 G00 X35 Z2
N30 G71 U0. 5 R1
N35 G71 P36 Q90 U0. 05 W0. 05
N36 G01 X20 Z0
N50 G01 X20 Z-15
N60 G02 X25 Z-25 R15
N70 G01 X25 Z-40
N80 G03 X30 Z-50 R15
N90 G01 X30 Z-70
N100 G28 U0 W0
N110 M05 M30
Bài luyện tập:
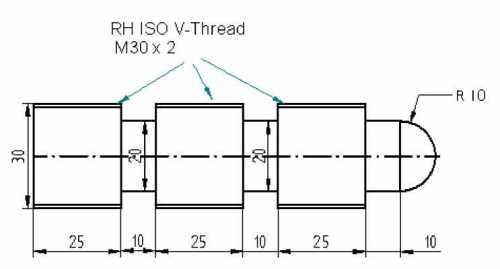
Bài 3 : Chu trìnhTiện ren ( G76 )
Viết chương trình sử dụng quy trình tiện CNC được tinh chỉnh và điều khiển bởi hệ FANUC bằng những quy trình. Lấy đường kính của cụ thể gia công = 35 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .

To determine U = ( Max. Dia of wp – min dia of
/ RH V-Thread Pitch 2 mm
N110 G01 X35 Z-80
N120 G01 X35 Z-90
N130 G01 X38 Z2
profile ) / 2 = ( 35-25 ) / 2 = 5
N0 G90 F0. 2 S1200 T0101 M04
N140 G28 U0 W0
N10 G00 X38 Z2
N30 G73 U5 R10
N40 G73 P50 Q120 U0. 05 W0. 05
N50 G01 X25 Z0
N60 G01 X25 Z-30
N70 G01 X35 Z-30
N80 G01 X35 Z-40
N150 S400 T0202 M06
N160 G00 X26 Z0
N170 G76 P010160 Q5
N180 G76 X22. 6 Z-30 P1200 Q200 F2
N190 G28 U0 W0
N90 G01 X25 Z-55
N200 M05 M30
N100 G02 X25 Z-65 R10
Bài luyện tập:
Viết chương trình cho máy tiện CNC được tinh chỉnh và điều khiển bởi hệ FANUC bằng những quy trình. Lấy đường kính của cụ thể gia công = 30 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .
RH ISO V-Thread
M25 X 2
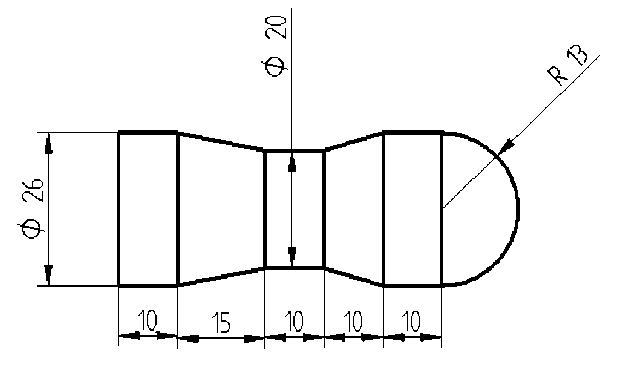
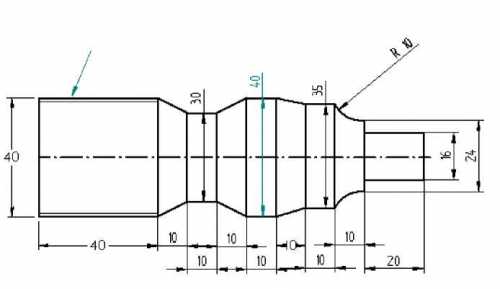
Bài 4 : Chương trình con .
Viết chương trình cho máy tiện CNC được tinh chỉnh và điều khiển bởi hệ FANUC bằng những quy trình. Lấy đường kính của chi tiết cụ thể gia công = 40 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .
| [adrotate banner=”4″] |
N0 G90 F0. 2 S1200 T0101 M04
02000 ;
N30 G73 U12 R24
N40 G73 P50 Q120 U0. 05 W0. 05
N50 G01 X16 Z0
N60 G01 X16 Z-20
N70 G03 X30 Z-28 R8
N71 G01 X30 Z-45
N80 G01 X40 Z-60
N90 G01 X40 Z-68
N100 G02 X40 Z-78 R8
N110 G01 X40 Z-88
N120 G01 X50 Z2
N121 M99
N10 G00 X42 Z2
N30 M98 P1 2000
N130 G28 U0 W0
N140 M05 M30
Bài luyện tập:
Viết chương trình cho máy tiện CNC được điều khiển và tinh chỉnh bởi hệ FANUC bằng những quy trình. Lấy đường kính của chi tiết cụ thể gia công = 40 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .
LH V-Thread
Pitch = 2 mm
Bài 5 : Chu trình Tiện CNC G75 .
Chuẩn bị chương trình một phần cho máy tiện CNC bằng chương trình con cho thành phần được hiển thị bên dưới. Giả sử điều kiện kèm theo cắt tương thích và dụng cụ cắt. DOC = l MM
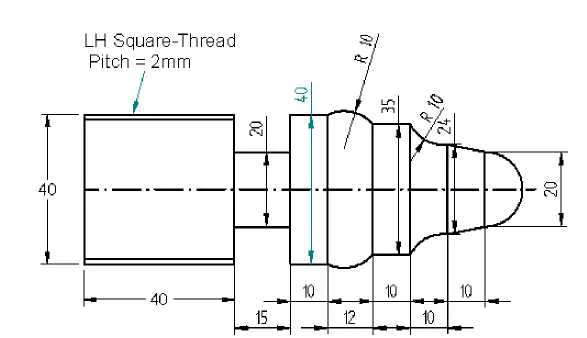
N0 G90 F0. 2 S1200 T0101 M04
N10 G00 X42 Z2
N21 G71 U1 R0. 5
N22 G71 P50 Q90 U0. 05 W0. 05
N50 G03 X20 Z-10 R10
N60 G01 X24 Z-20
N70 G02 X35 Z-30 R10
N71 G01 X35 Z-40
N80 G03 X40 Z-52 R10
N90 G01 X40 Z-117
N111 G00 X45 Z2
N112 G28 U0 W0
N180 T0202 M06
N190 G00 X45 Z-65
N191 G00 X40 Z-65
N200 G75 R1
N210 G75 X20 Z-77 P1000 Q1999 ( If width of parting tool is 2 mm ) N220 G00 X45 Z-65
N230 G28 U0 W0
N300 T0303 M06
N310 G01 X45 Z-115
N320 G01 X40 Z-115
N330 G76 P010100 Q10
N340 G76 X38 Z-77 P1000 Q100 F2
N350 M05 M30
| [adrotate banner=”4″] |
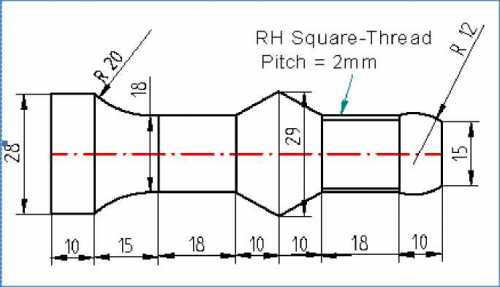
Bài 6 : Kết hợp những quy trình cho một bài hỗn hợp
Viết chương trình ISO cho Máy tiện CNC hệ tinh chỉnh và điều khiển FANUC bằng những quy trình. Đường kính phôi gia công = 30 mm, Vật liệu gia công = Thép Ct3, S = 0,2 mm / vòng, Tốc độ quay = 1200 vòng / phút, Độ sâu cắt = 0,5 mm .
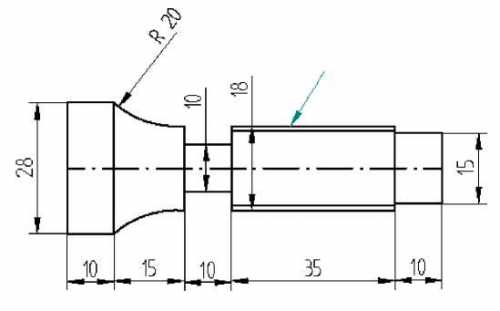
LH V-Thread Pitch = 2 mm
N0 G90 F0. 5 S1200 T0101 M04
N20 G00 X30 Z2
N40 G71 G71 U0. 5 R0. 5 – Roughing Cycle
N50 G71 P60 Q120 U0. 05 W0. 05
N60 G01 X15 Z0
N70 G01 X15 Z-10
N80 G01 X18 Z-10
N90 G01 X18 Z-45
N100 G01 X18 Z-55
N110 G02 X28 Z-70 R20
N120 G01 X28 Z-80
N130 G01 X30 Z2
N135 G70 P60 Q120 – Finishing cycle
N136 G00 X30 Z2
N140 G28 U0 W0
N150 S400 T0202 M06
N160 G01 X20 Z-45
N170 G01 X18 Z-45
N180 G76 P010160 Q20
N190 G76 X15. 6 Z35 P1200 Q200 F2
N200 G01 X30 Z2
N210 G28 U0 W0
N220 S1200 T0303 M06
N230 G01 X30 Z-45
N240 G01 X18 Z-47
N250 G75 R1
N255 G75 X10 U1 Z-53 P1000 Q1000
N260 G28 U0 W0
N300 M05 M30
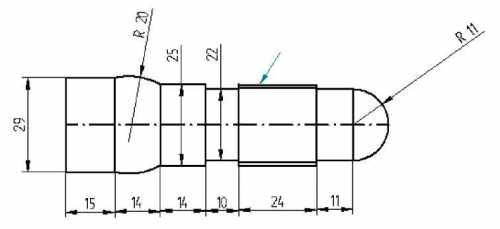
Bài 7 : Bài Tiện khó
Viết chương trình máy tiện CNC cho máy tinh chỉnh và điều khiển FANUC. Lấy đường kính của chi tiết cụ thể gia công = 30 mm, độ sâu cắt = 0,5 mm, vận tốc = 1200 vòng / phút. Giả sử dụng cụ và chính sách cắt khác tương thích .
| [adrotate banner=”4″] |
N0 G90 F0. 2 S1200 T0101 M04
N10 G00 X30 Z2
N20 G00 X0 Z0 – Facing operation
N21 G00 X30 Z2
N30 G73 U7 R14
一 Pattern Repeating Canned Cycle N40 G73 P50 Q130 U0. 05 w0. 05 N50 G01 X15 Z0
N60 G03 X18 Z-10 R12
N70 G01 X18 Z-28
N80 G01 X29 Z-38
N90 G01 X18 Z-48
N100 G01 X18 Z-66
N110 G02 X28 Z-81 R20
N120 G01 X28 Z-91
N130 G01 X32 Z2
N140 G28 U0 W0
N150 S400 T0202 M06 一 Threading Tool
N160 G00 X22 Z0
N161 G01 X18 Z-10
N170 G76 P010100 Q10
N180 G76 X16 Z-30 ‘ P1000 Q100 F2
N190 G28 U0 W0
N200 M05 M30
Bài Luyện tập:
Bài 8 : Chu trình tiện rãnh
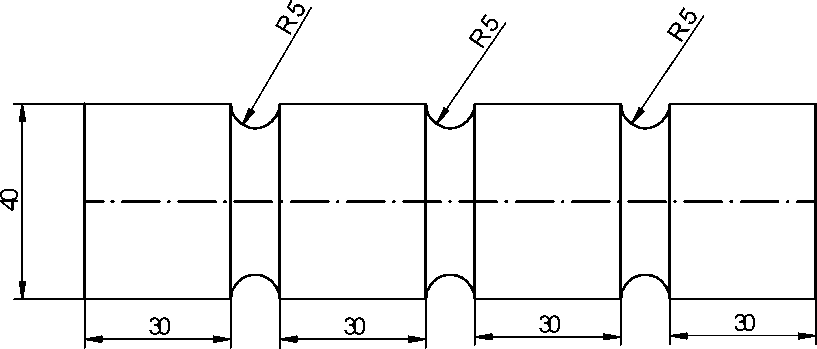
N0 G90 F0. 2 S1200 T0101 M04
N10 G00 X40 Z0
N20 M98 P3 7000
N30 M05 M30
07000 ;
G01 U0 W-30
G02 U0 W-10 R5
N60 M99
Bài 9 : Tiện ren 2 đầu ở giữa có rãnh .
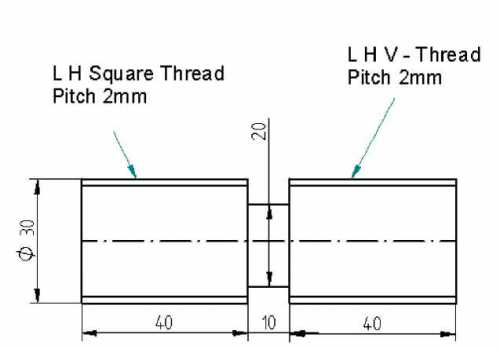
N01 G90 F0. 2 S1200 T0101 M04
N10 G00 X30 Z5
N20 G00 X30 Z0
N30 G76 P010160 Q10
N40 G76 X27. 6 Z-40 P1200 Q100 F2
N50 G01 X30 Z-90
N60 G76 P010160 Q0. 5
N70 G76 X27. 6 Z-50 P1200 Q100 F2
– RH THREAD FROM Z0 TO Z-40
– LH THREAD FROM Z-90 TO Z-50
N80 G01 X30 Z-42
N90 G75 R1
N100 G75 X20 Z-50 P1000 Q1000 – PARTING OPERATION
N110 G28 U0 W0
N120 M05 M30
Đến đây bạn hoàn toàn có thể tìm hiểu thêm những bài tiện khác ở bài trước Ở đây
Demo video Tiện CNC :
| [adrotate banner=”4″] |
Và Cuối cùng hãy thực thành rèn luyện thật nhiều mới nhanh lên tay được. Chúc những bạn thành công xuất sắc
Thắc mắc hãy coment bên dưới nhá !
Đừng quên :
❤ Please LIKE, SHARE, COMMENT and SUBSCRIBE
Truy cập Fanpage: Tại đây
❤ Watch more videos here : https://bit.ly/2QOEjlh © Copyright by Share Cad / Cam / Cnc ☞ Do not Reup
| [adrotate banner=”4″] |
Source: https://mix166.vn
Category: Hỏi Đáp










